
Запуск механической обработки литья для станков F.O.R.T. в Санкт-Петербурге

ЗАО «Балтийская Промышленная Компания» осуществляет механическую обработку литья для токарных и фрезерных обрабатывающих центров российского производства на своей базе в промзоне «Рыбацкое».
Источник: bpk-spb.ru
Другие публикации по теме
 Новый фрезерный станок «Саста» российского производства
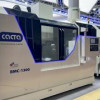
Новый фрезерный станок российского производства мод. ВМС-1300 разработан,...;запущен в серию на станкостроительном заводе «Саста»
Новый фрезерный станок «Саста» российского производства
Новый фрезерный станок российского производства мод. ВМС-1300 разработан,...;запущен в серию на станкостроительном заводе «Саста» Начал в гараже с нуля,а теперь имеет собственное производство станков с ЧПУ
Станкостроительная Компания СТАРК является ведущим российским производителе...существляем полный цикл производства станков на собственных мощностях.
Начал в гараже с нуля,а теперь имеет собственное производство станков с ЧПУ
Станкостроительная Компания СТАРК является ведущим российским производителе...существляем полный цикл производства станков на собственных мощностях. ГК «Инструмент» освоила сборку шлифовальных станков на собственном производстве в Нижнем Новгороде
В 2024 году нижегородское предприятие ГК «Инструмент»...угов, обработка может производиться в полностью автоматическом режиме.
ГК «Инструмент» освоила сборку шлифовальных станков на собственном производстве в Нижнем Новгороде
В 2024 году нижегородское предприятие ГК «Инструмент»...угов, обработка может производиться в полностью автоматическом режиме.
Поделись позитивом в своих соцсетях
14.03.1613:01:15
14.03.1613:11:13
14.03.1616:42:26
14.03.1618:14:35
14.03.1618:40:27
14.03.1618:52:28
14.03.1623:44:54
15.03.1605:44:02
15.03.1611:15:00
16.08.1610:28:59
14.03.1623:42:00
15.03.1605:05:32
15.03.1605:40:09
15.03.1611:20:23
14.03.1618:17:20